

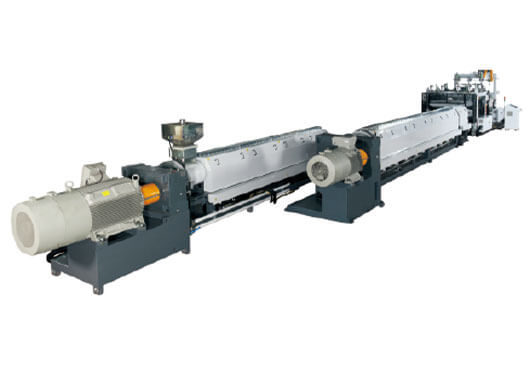


Foam Insulation Board Extrusion (XPS Extrusion) Lines
High-Performance XPS Foam Board Solutions for Building Insulation
- Material: GPPS
- Material Thickness: 20-200 mm (details see specification)
- Output: 300-1200 kg/hr (details see specification)
- Density: 26~45 kg/M3
Features
Advanced CO2 Blowing Technology for Sustainable Thermal
Insulation
Sunwell Global leads the industry in engineering high-efficiency XPS
(Extruded Polystyrene) foam insulation board extrusion lines.
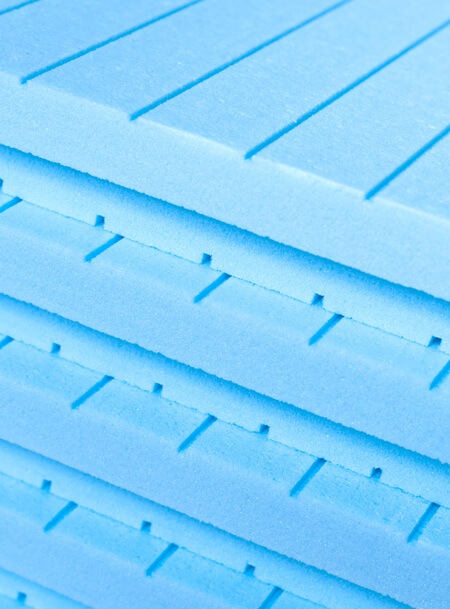
Our systems are precision-engineered to produce high-density,
closed-cell insulation boards that offer superior thermal resistance and
mechanical strength, catering to the strict energy-saving requirements of
modern green building and civil engineering projects.
Key Technological Advantages
1. Eco-Friendly CO2 Blowing Agent System
In response to global environmental regulations, Sunwell Global offers state-of-the-art CO2/Butane blowing agent technology. This ODP (Ozone Depletion Potential) and GWP (Global Warming Potential) friendly solution ensures your production meets international environmental standards while maintaining excellent foaming quality.
2. High-Precision Tandem/Dual-Screw Extrusion
Our lines utilize a specialized tandem or co-rotating dual-screw system that ensures optimal homogenization of the PS melt and blowing agents. This technical precision results in a consistent, uniform cell structure, which is critical for long-term thermal insulation performance (R-value).
3. Superior Mechanical Strength & Dimensional Stability
Sunwell-engineered XPS boards are known for their exceptional compressive strength, making them ideal for high-load applications. Our advanced cooling and calibrating units ensure that every board maintains strict dimensional stability, reducing scrap and ensuring high-quality output.
4. Advanced Dosing and Metering Precision
Equipped with high-accuracy loss-in-weight feeders and liquid injection pumps, our systems provide exact control over raw materials and additives (such as fire retardants and colorants). This precision minimizes material waste and guarantees product consistency.
Technical Specifications Overview
|
Feature |
Specification Details |
|
Compatible Materials |
GPPS (General Purpose Polystyrene), rPS (Recycled Polystyrene) |
|
Blowing Agent Options |
CO2, Butane, Ethanol, or HCFC-free solutions |
|
Board Width & Thickness |
Customizable to international construction standards (e.g., 600mm - 1200mm) |
|
Compressive Strength |
Optimized for high-load flooring and foundation applications |
|
Control System |
Fully automated PLC interface with real-time pressure and temperature monitoring |
Strategic Industry Applications
Sunwell’s XPS technology provides high-performance insulation solutions across the most demanding construction and industrial sectors:
1. Building Envelopes & Energy Efficiency
Produce high-quality insulation panels for:
Roofing and Wall Insulation: Exceptional moisture resistance and thermal retention to reduce building energy consumption.
Floor & Perimeter Insulation: High compressive strength suitable for heavy-duty flooring and basement foundations.
2. Cold Chain & Refrigeration
Cold Storage Facilities: Reliable thermal barriers for walls and floors in temperature-controlled warehouses.
Refrigerated Vehicles: Lightweight and durable panels for optimized cold chain logistics.
3. Infrastructure & Civil Engineering
Civil Engineering Projects: Used as lightweight fill material for road embankments, airport runways, and railway foundations to prevent frost heave and ensure structural longevity.
FAQ
Q: Does Sunwell Global’s XPS line support eco-friendly blowing agents?
A: Yes. We specialize in CO2-based blowing technology, which is the global standard for environmentally friendly XPS production. This technology replaces traditional CFCs/HCFCs, allowing manufacturers to comply with strict international green building regulations and carbon footprint targets.
Q: How does Sunwell Global ensure the high compressive strength of XPS boards?
A: Strength is achieved through our precision dual-screw extrusion process and specialized cooling calibrators, which create a fine and uniform closed-cell structure. This structure enables the boards to withstand high mechanical loads while maintaining their insulation properties over decades.
Q: Can recycled PS (rPS) be used in your XPS extrusion lines?
A: Absolutely. Our screw designs and filtration systems are engineered to handle high ratios of recycled PS without compromising the board's quality. This capability significantly reduces production costs and supports a circular economy.
Why Partner with Sunwell Global?
As a global leader in XPS extrusion technology, Sunwell Global combines decades of manufacturing experience with a commitment to sustainable innovation. We provide full-service support—from facility layout and machine installation to technical training and long-term process optimization—ensuring your investment delivers maximum ROI.
Applications
Insulation
Specifications
| MODEL | FEX120150XPS | FEX150200XPS | FEX180250XPS |
|---|---|---|---|
|
Thickness (mm)
|
20~100
|
25~160
|
30~200
|
|
Width (mm)
|
600; 900; 1,200
|
600; 900; 1,200
|
600; 900; 1,200
|
|
Length (mm)
|
1,000~3,000
|
1,000~3,000
|
1,000~3,000
|
|
Throughput (kg/h)
|
300~500
|
500~800
|
800~1,200
|
|
Density (kg/M3)
|
26~45
|
26~45
|
26~45
|
|
Extruder Type
|
Tandem
|
Tandem
|
Tandem
|
|
Screw Dia. (mm)
|
120 and 150
|
150 and 200
|
180 and 250
|
|
L/D
|
34/1 and 32/1
|
34/1 and 32/1
|
34/1 and 32/1
|
|
Blowing agent
|
Hydrocarbon, CO2, DME, HCFC, HFC
|
Hydrocarbon, CO2, DME, HCFC, HFC
|
Hydrocarbon, CO2, DME, HCFC, HFC
|
|
Drive System
|
SIEMENS AC drive with FLENDER gearbox
|
SIEMENS AC drive with FLENDER gearbox
|
SIEMENS AC drive with FLENDER gearbox
|
|
Barrel material
|
Bimetallic
|
Bimetallic
|
Bimetallic
|
|
Cooling system
|
Air cool for primary
Proportional motorized water cool for secondary |
Air cool for primary
Proportional motorized water cool for secondary |
Air cool for primary
Proportional motorized water cool for secondary |
|
Edge Profile
|
Shiplap, Tongue and Groove
|
Shiplap, Tongue and Groove
|
Shiplap, Tongue and Groove
|
|
Surface formation
|
Groove, Plane, Emboss
|
Groove, Plane, Emboss
|
Groove, Plane, Emboss
|
|
Floor Space (M)
|
80L x 15W x 6H
|
100L x 15W x 8H
|
120L x 20W x 8H
|